Now EPCPROMAN PRIVATE LIMITED
Now EPCPROMAN PRIVATE LIMITED
Now EPCPROMAN PRIVATE LIMITED
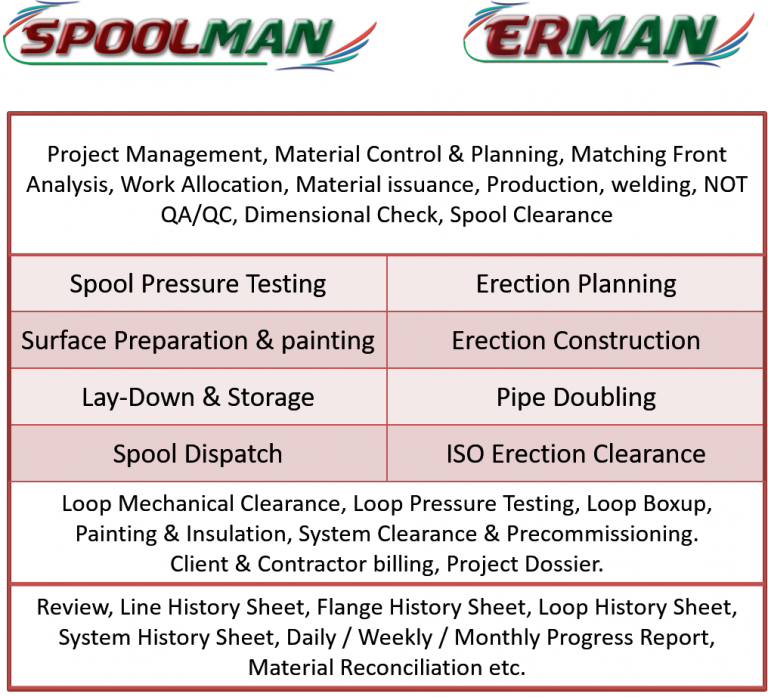
SPOOLMAN-ERMAN is your go-to software for streamlining every aspect of pipe spool fabrication and erection, whether it’s in the shop or at the construction site. Our powerful software is designed to enhance planning, material management, and construction activities for spool fabrication and erection, ensuring a seamless workflow from start to finish.
SPOOLMAN-ERMAN is a Pipe Spool Fabrication and Erection software for planning, management of material & construction activities for spool fabrication & erection at shop/site.

We effectively manage your project from engineering and planning to the final fabrication stage.
Our comprehensive approach assures a seamless and efficient process from beginning to end.
This pipe spool erection software aids in pre-defining various unique phases which a specific spool/line has to undergo in the Fabrication / Erection cycle based on the requirement of project NDT plan, Piping Material Specification, Fluid Code / Service, Paint Specification, AG/UG category etc.
This product controls material in every stage of the work by checking the material availability for Fabrication / Erection of the spool / line, assigning of spool/lines based on the workload available with the sub-contractor, assigning and issuing ma terial to the sub-contractor for the assigned spool / lines, handing over the drawings for fabrication / erection after ensuring material is ready with the sub-contractor for fabrication/erection.
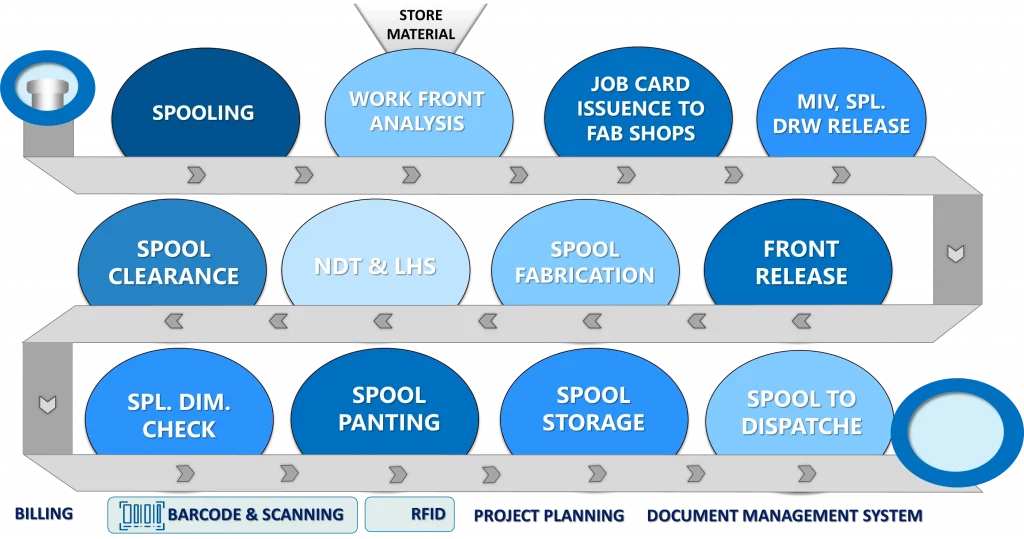
This Software helps the planning engineer to analyze the work front availability, assign spool/lines to the sub-contractor based on the subcontractor’s scope of work (like Units / Area / AG / UG piping, Fabrication / Erection, Service etc.) in the project & the current workload available. The work assigned to the sub-contractors are documented with transmittal number & scope in Inch Dia / Inch Meter / Weight allocated against the same.
The Front release assures the materials & corresponding drawings are released to the subcontractors with recorded documents to ensure the released front is available for fabrication/erection.
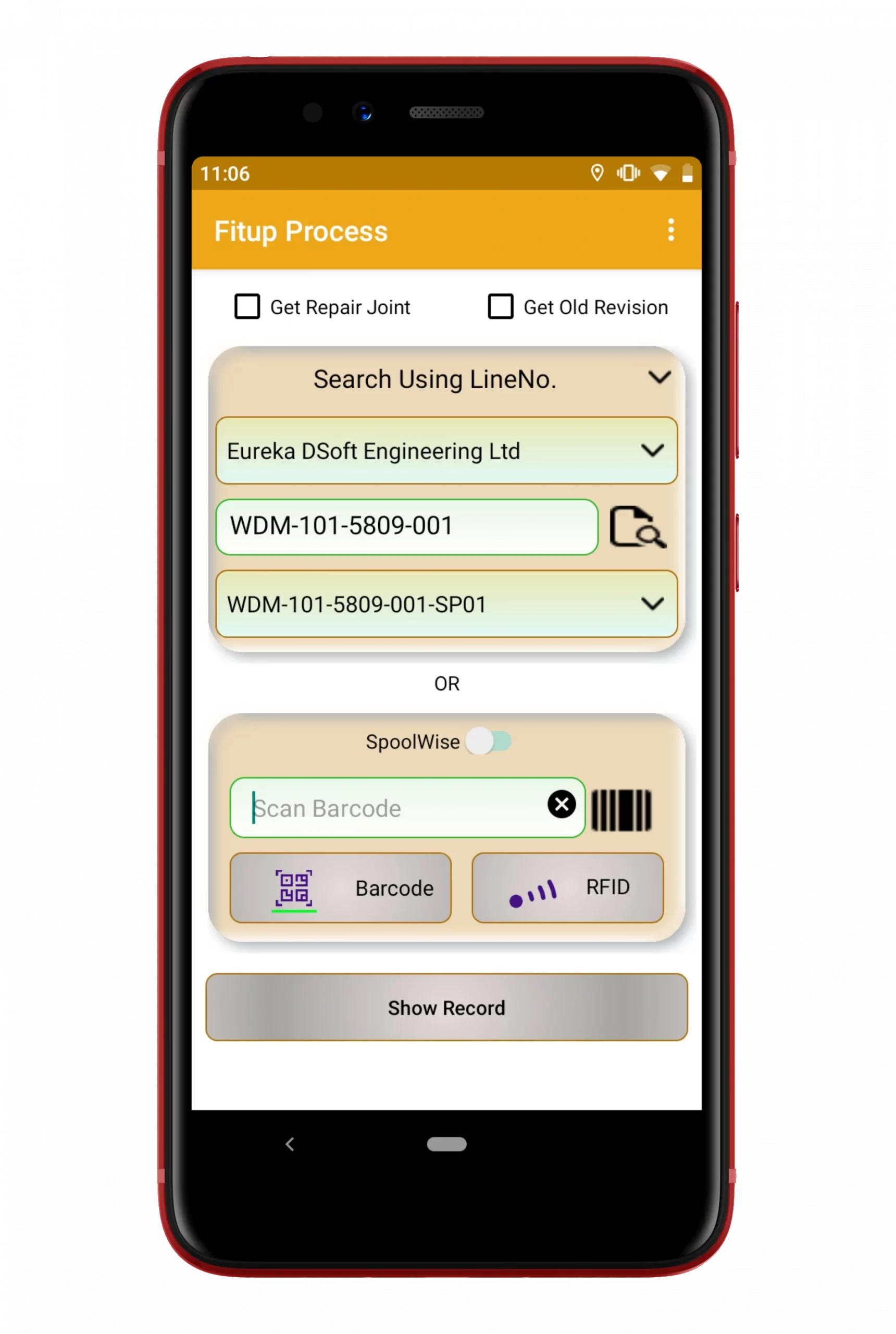
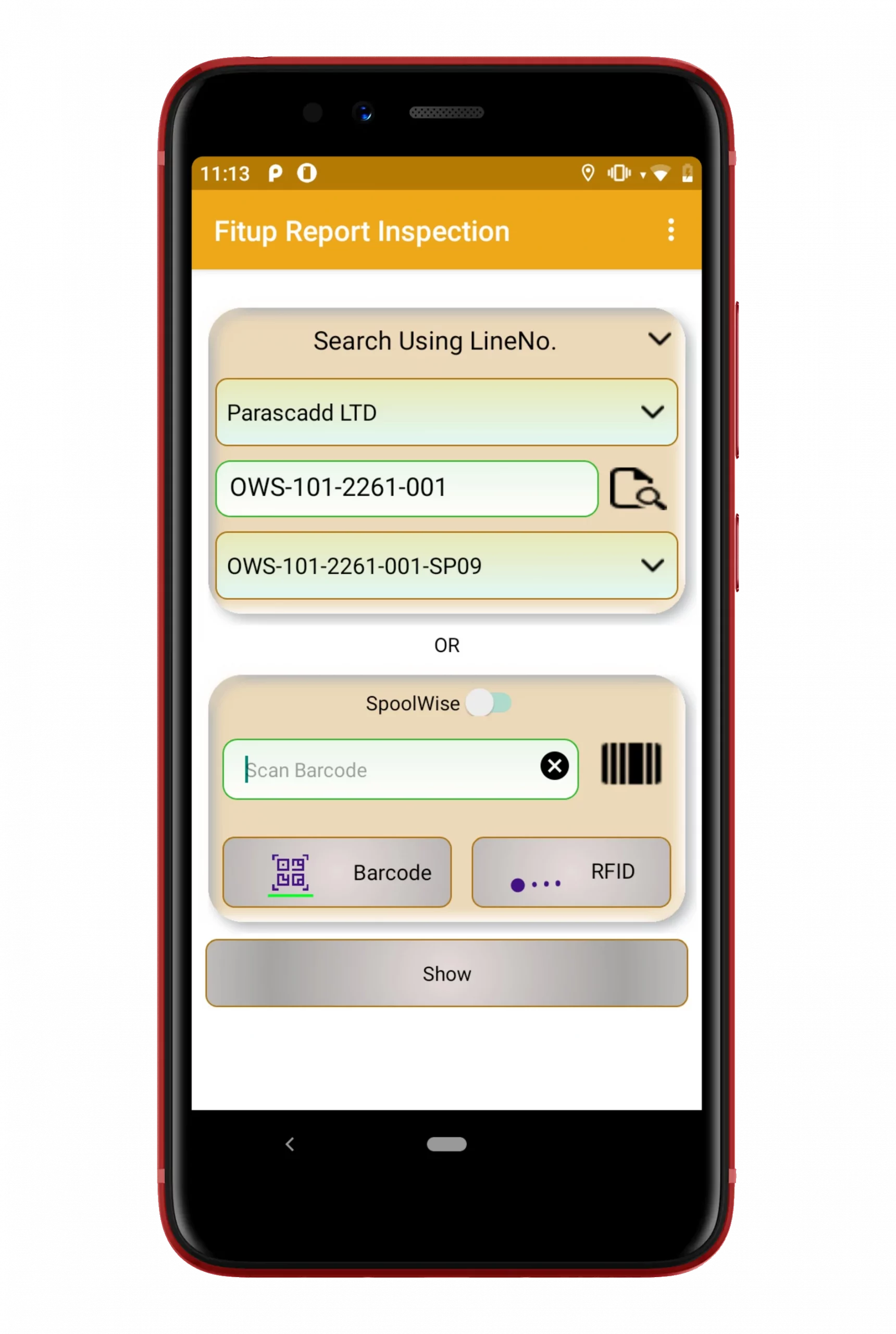
Before utilizing the material for production Fit-up. Report was created with store material to inspect fabrication shop and PMI (positive material identification).
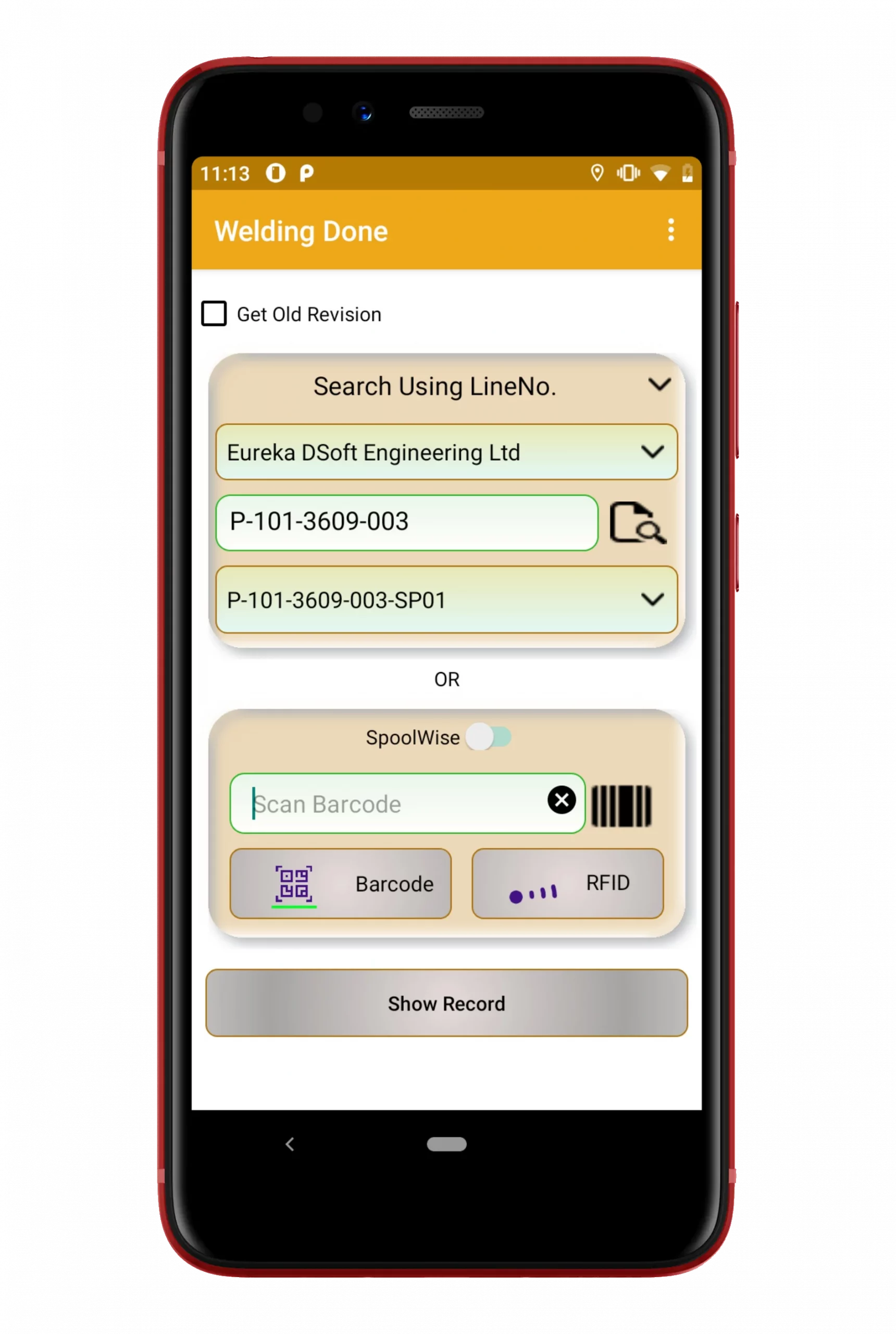
Fit-up report with parameters like root gap, bevel angle, heat numbers, alignment etc. is recorded. The production activity can be customized & automated through Barcode & Scanning technology with live / batch progress update through WIFI/data transfer
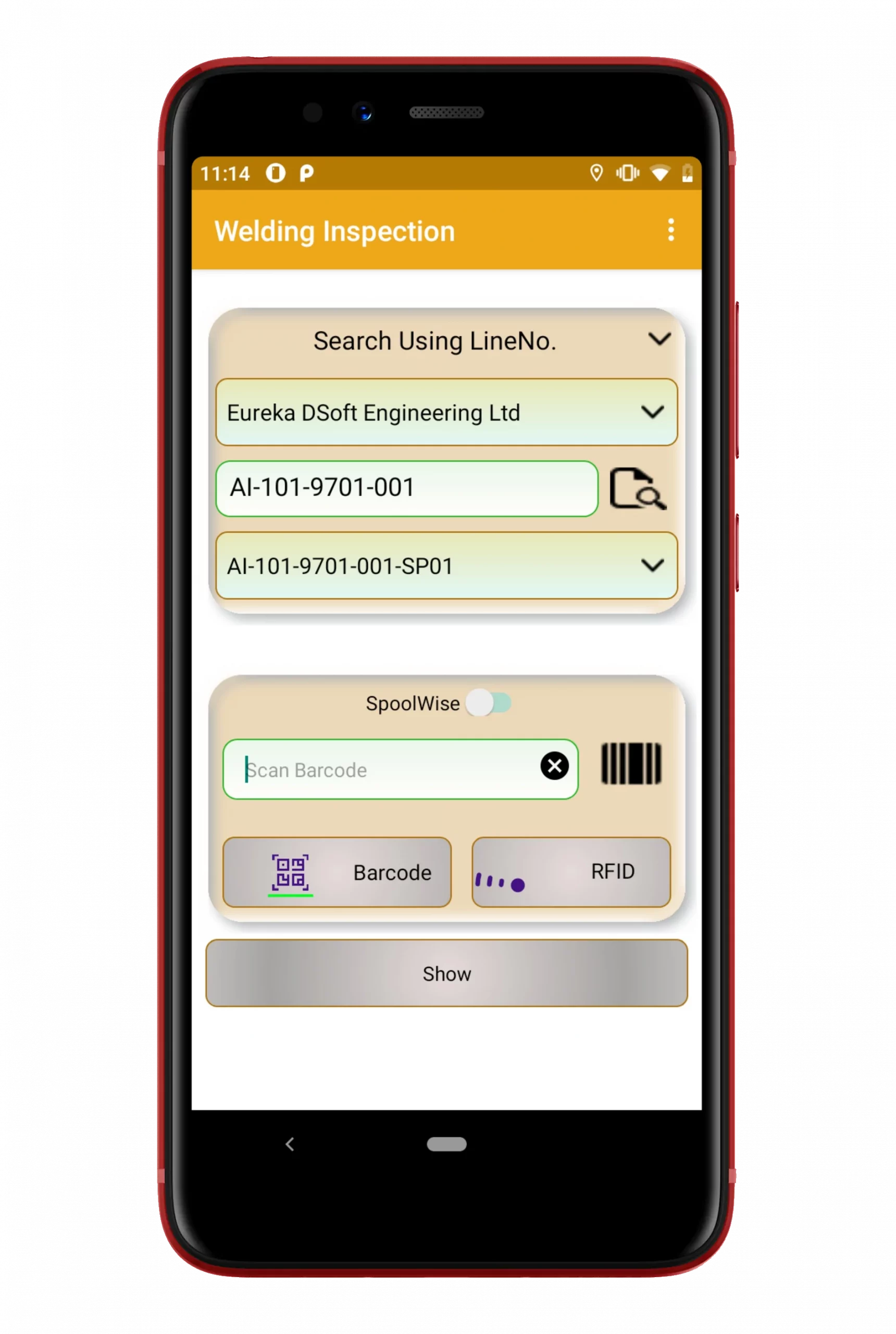
It is a testing and analysis technique used to evaluate the properties of a material, component, for welding defects and discontinuities without causing damage to the original part.
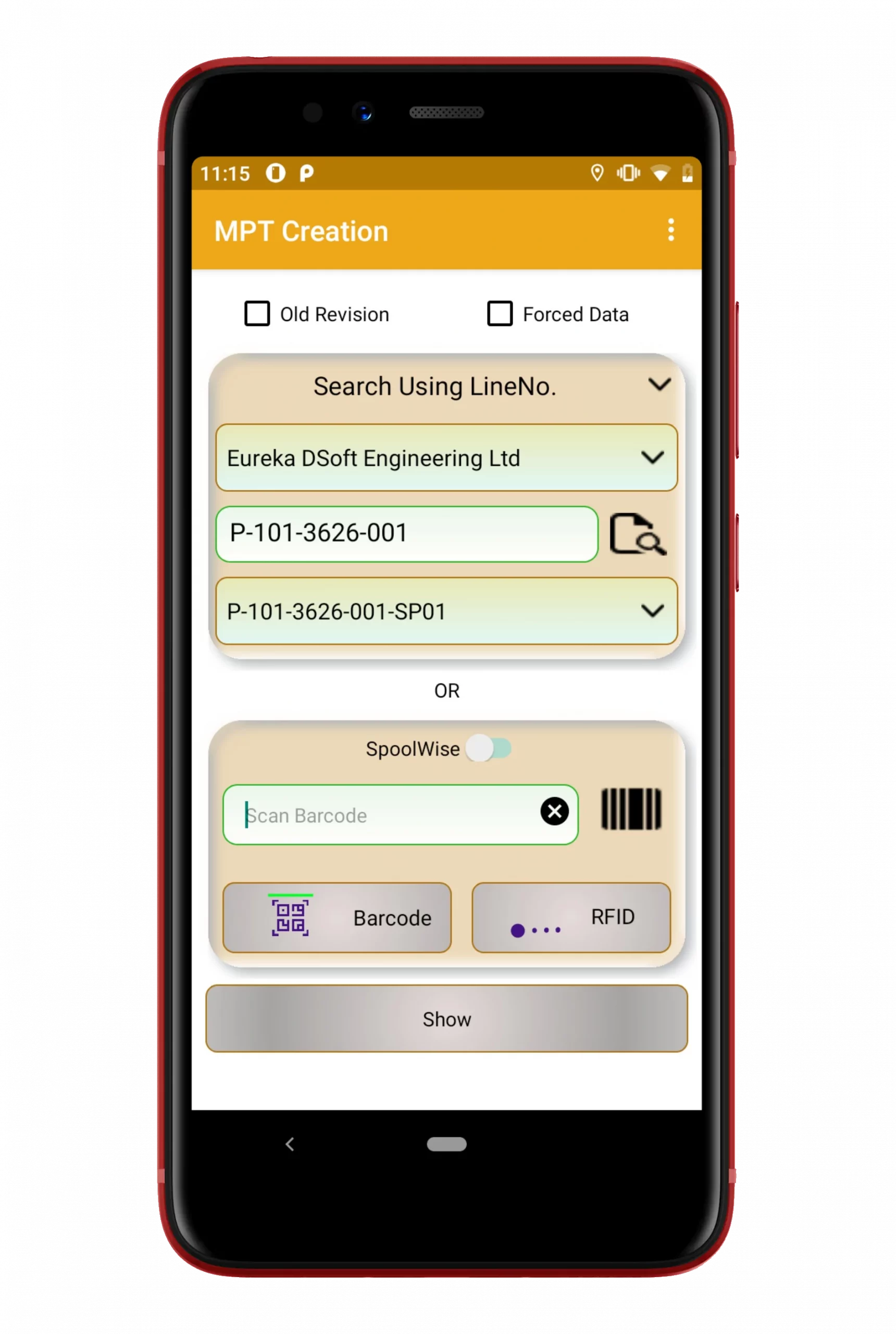
Here we select the type of NDT (RT, UT, MPT, and DPT) that we want to offer the spool. NDT can be offered based on Lot wise.

This NDT process uses magnetic fields to find discontinuities at or near the surface of ferromagnetic materials. A MPT report is created after the actual process is completed.
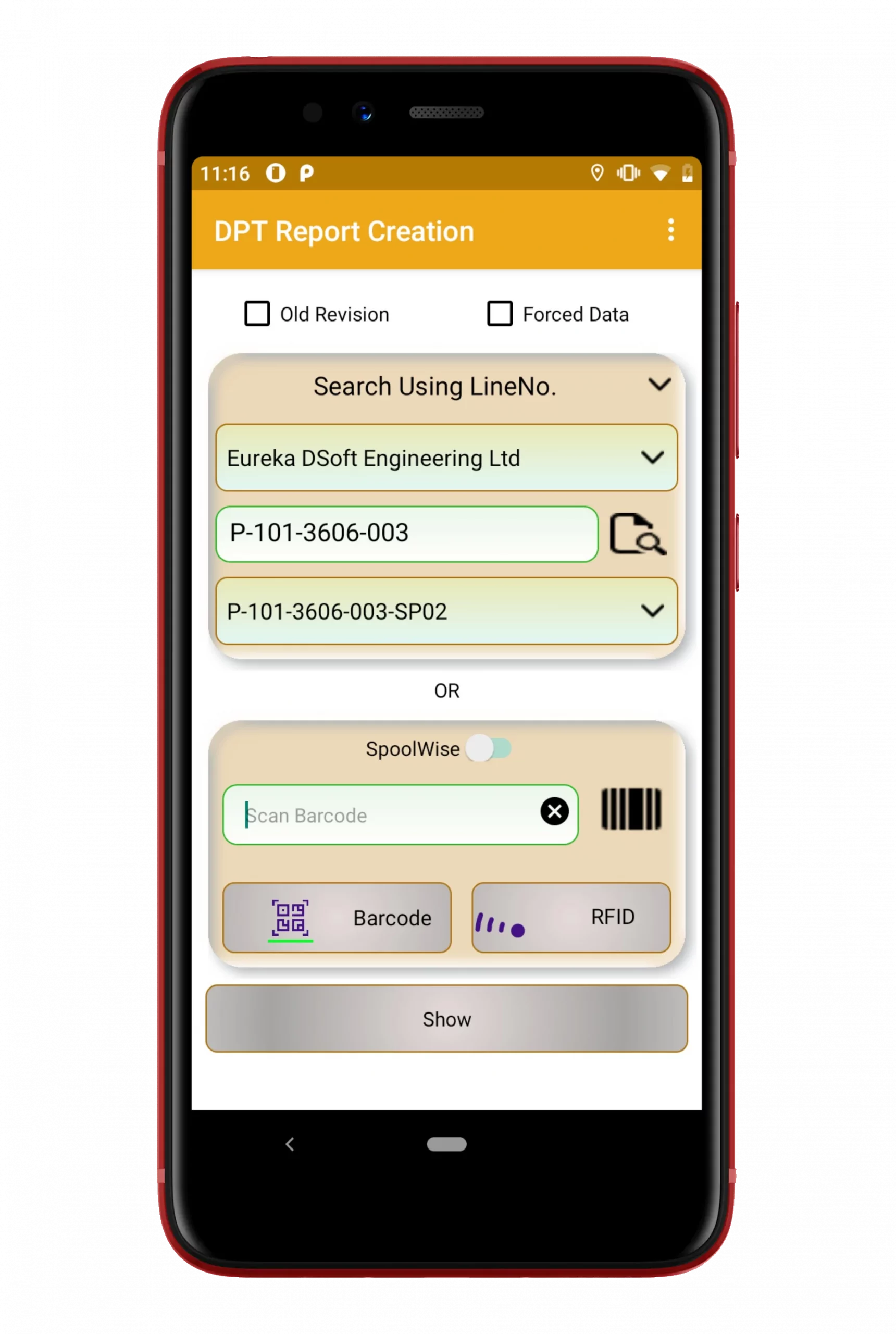
This NDT process is used to detect any surface-connected discontinuities such as cracks from fatigue and flaws in joints. A DPT report is created after the actual process is completed.
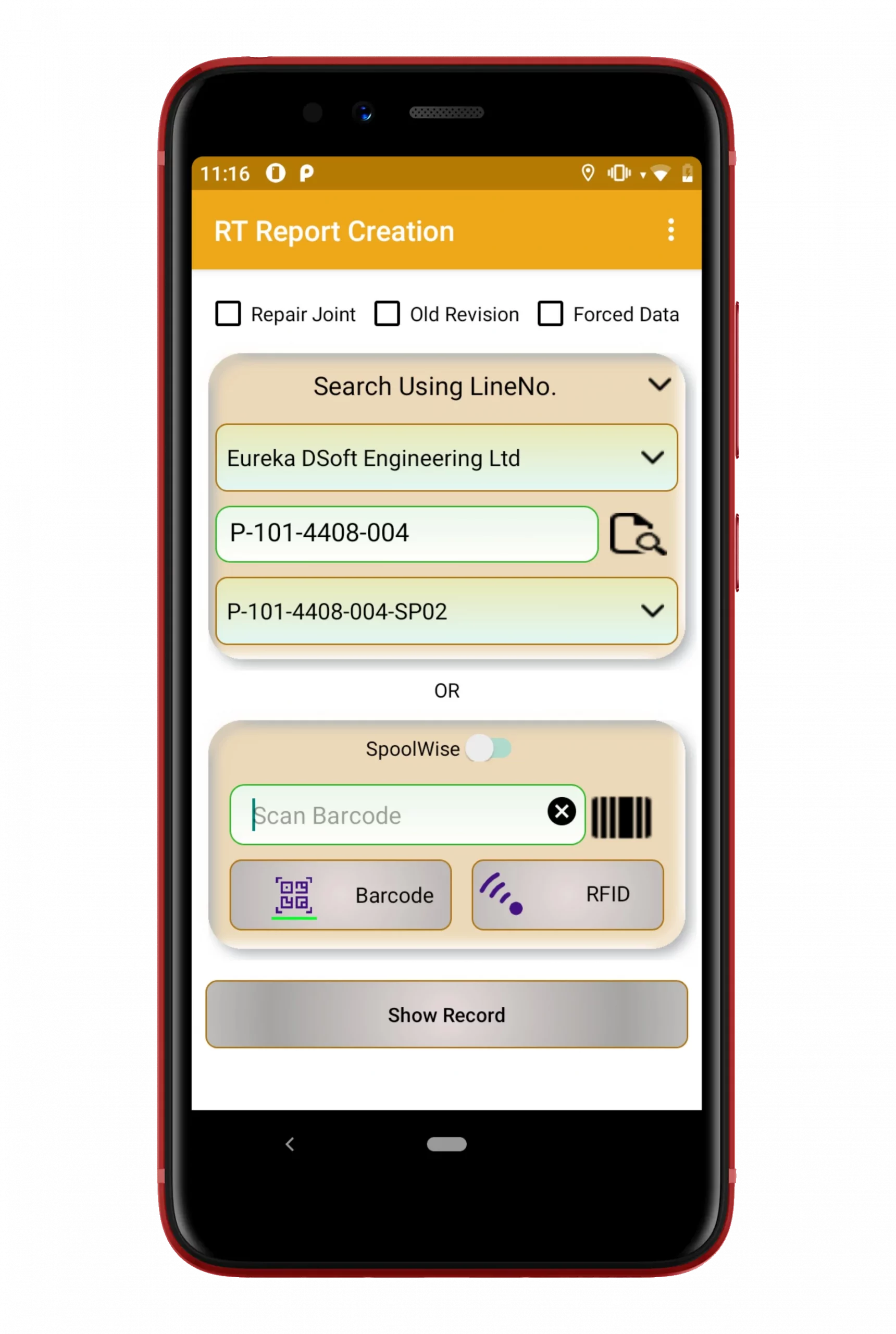
This process uses radiation passed through a test piece to detect defects. A RT report is created after the actual process is completed.
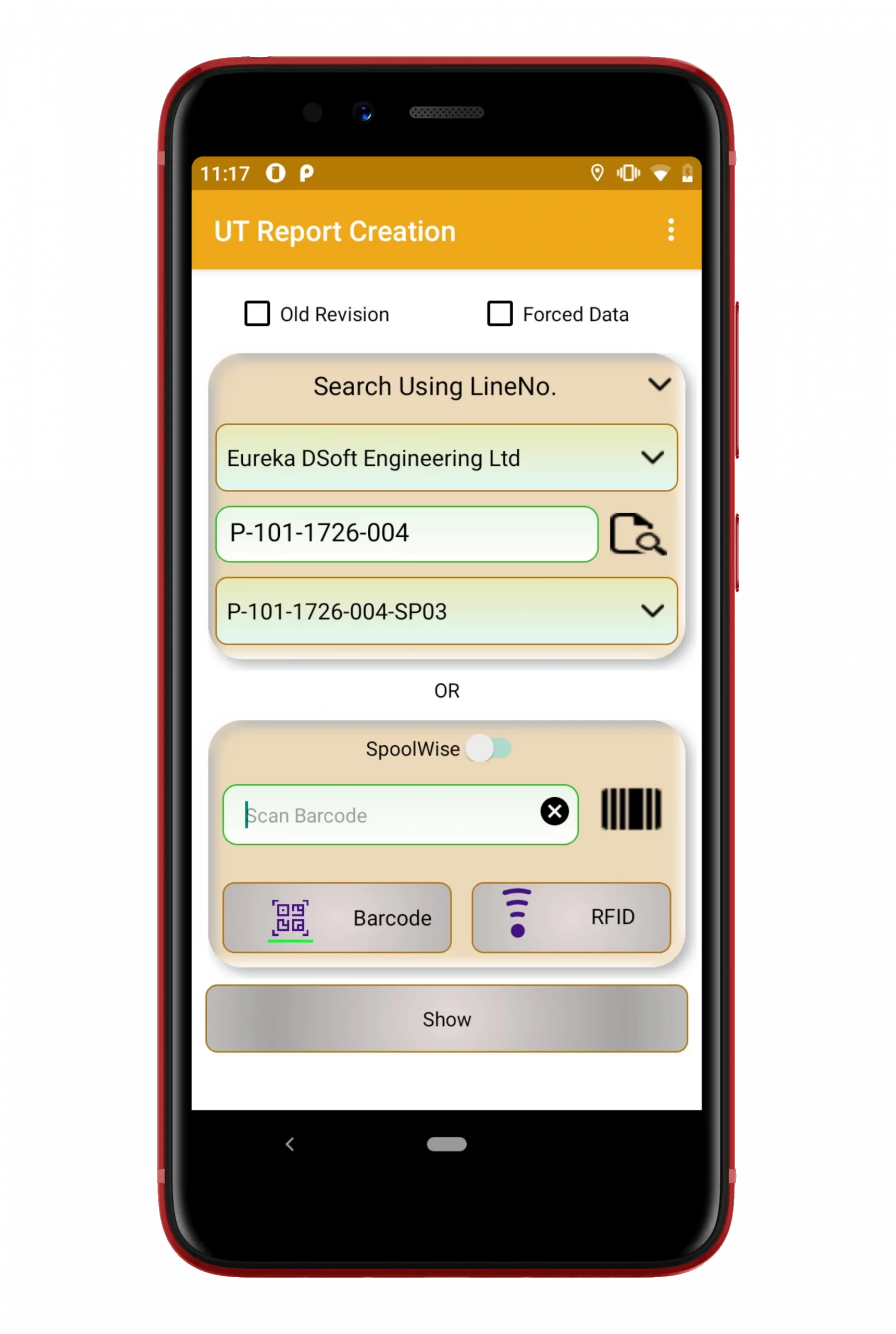
This process entails the transmission of high frequency sound into a material to interact with features within the material that reflect. A UT report is created after the actual process is completed.
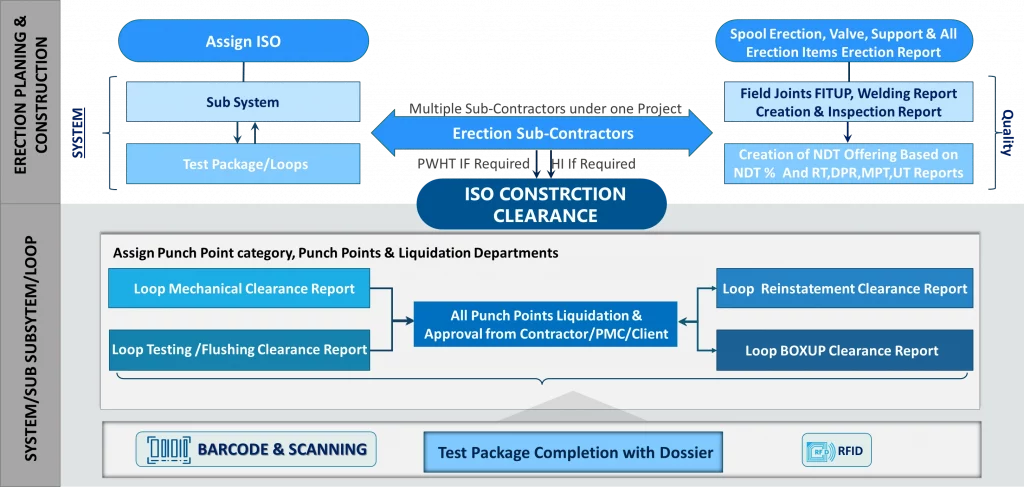
After offering NDT to the spools and completing the process here we clear the spool that has been offered NDT. This process involves verification of completion of all offered NDT’s.
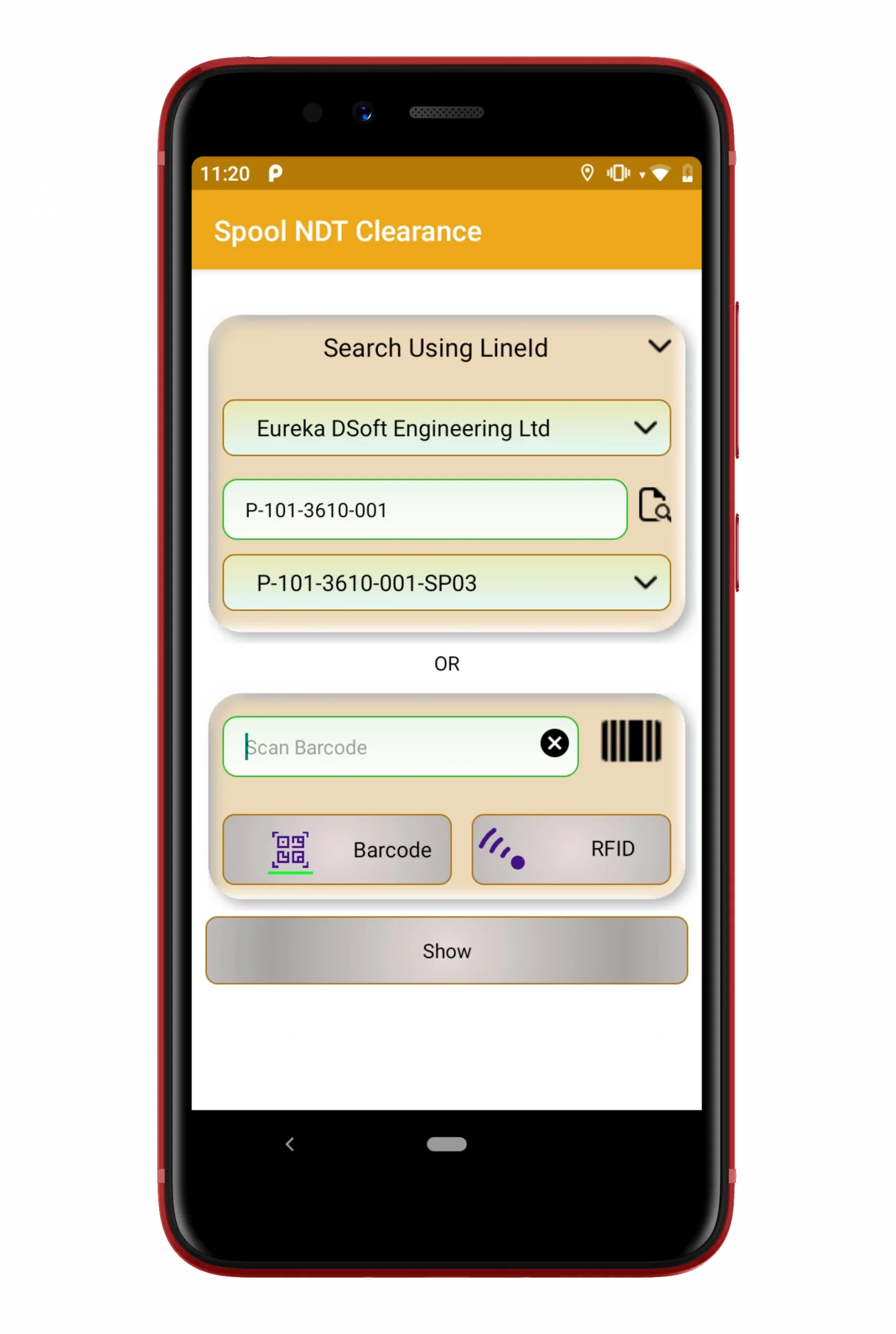
In this phase we can clear the spool which is available after spool NDT clearance for further process.

It is defined as the resistance to indentation, and it is determined by measuring the permanent depth of the indentation. A HI report is created after the actual process is completed.

PWHT reduces or redistributes the residual stress introduced by the welding process with a technique that involves heating, soaking and cooling the weldment/machined surface to controlled temperatures. A PWHT report is created after the actual process is completed.

Modules such as Painting, Laydown, and Dispatch are present under outward gate pass.
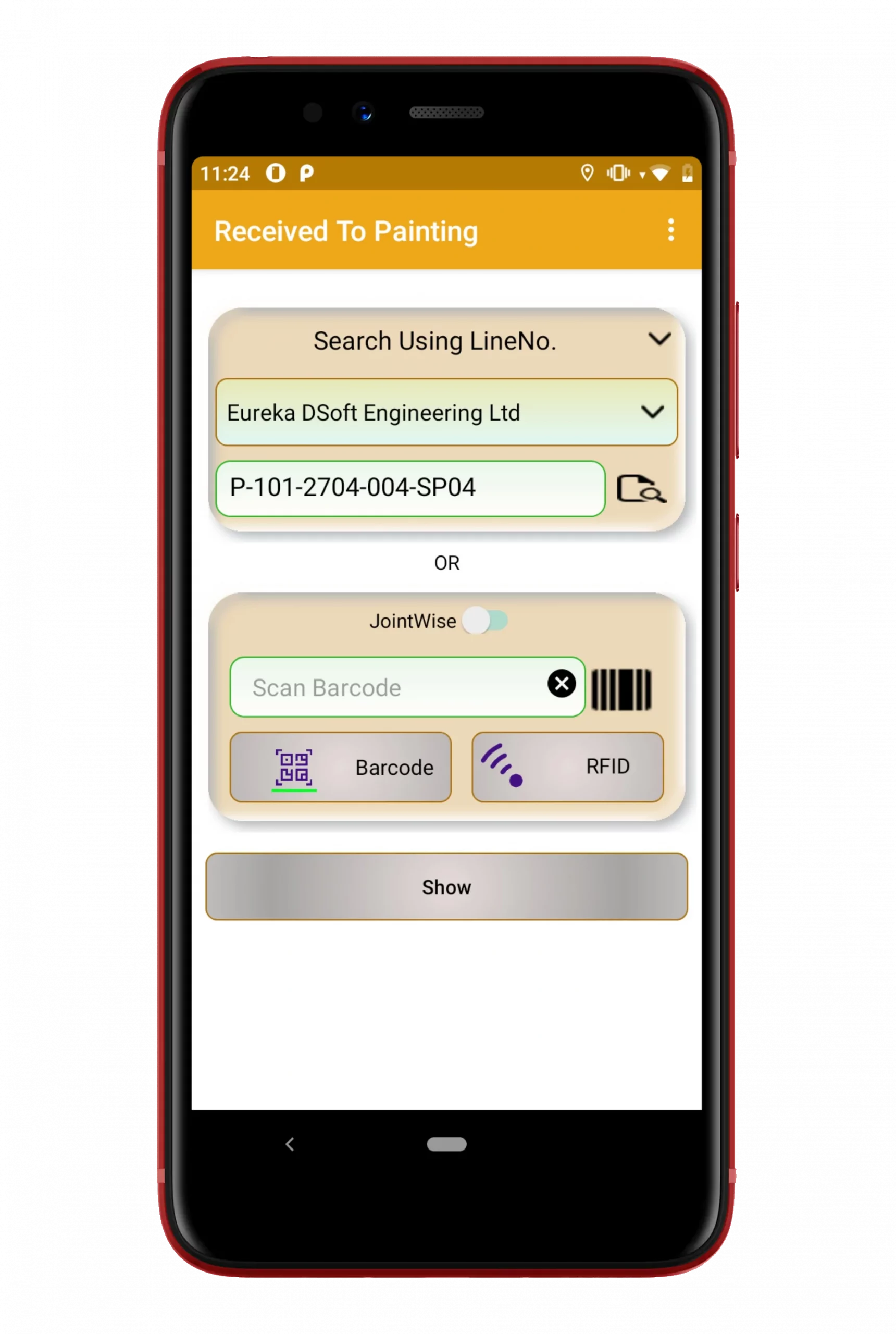
In this phase spools which are available for painting process, is passed further for painting.

In this phase spools which requires painting are received and further a report is created.
In this phase after painting process, spools that are required to be stored in a laydown area, a report is created.
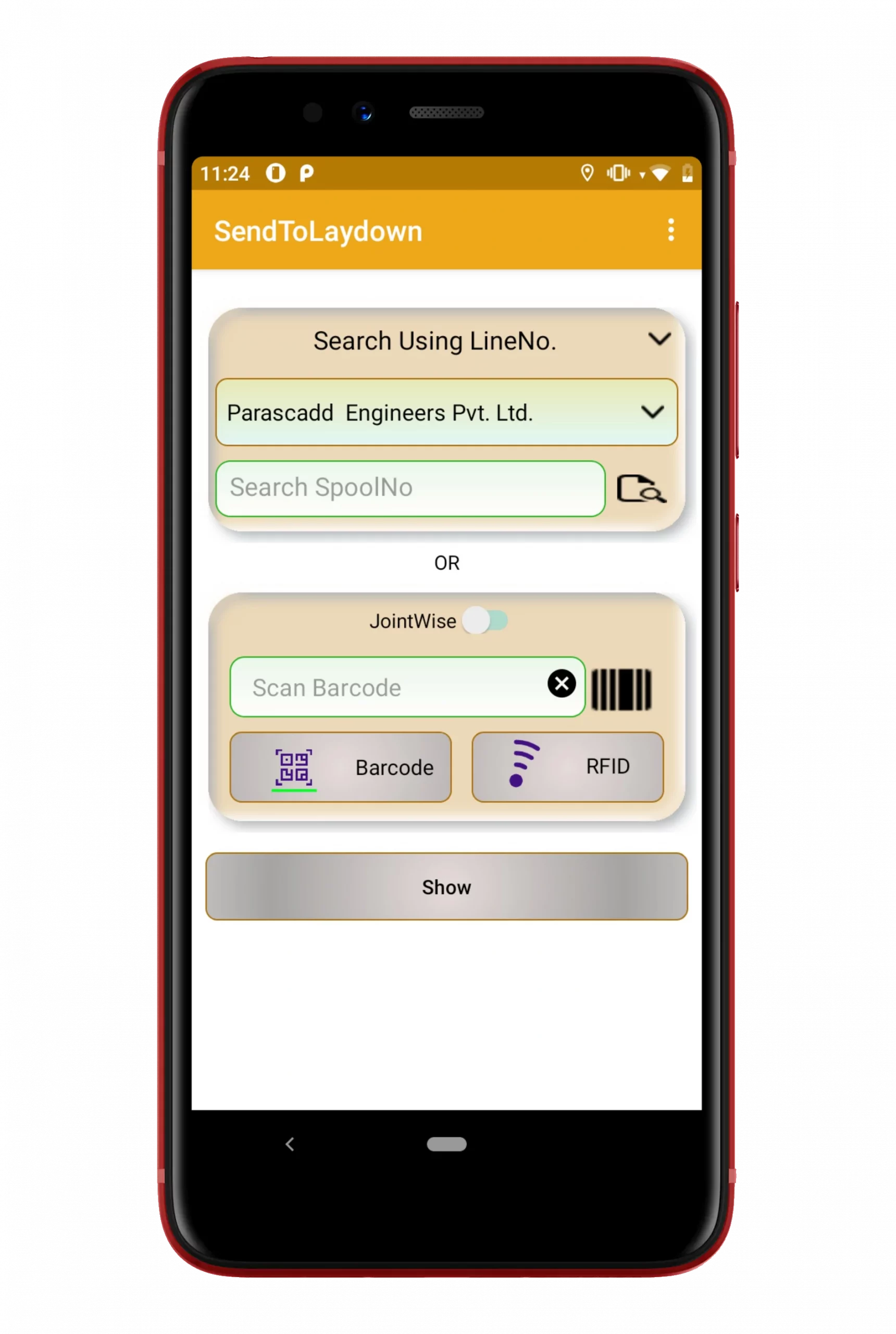
Spools which have been sent for Laydown area gets received at laydown area are displayed in this phase.
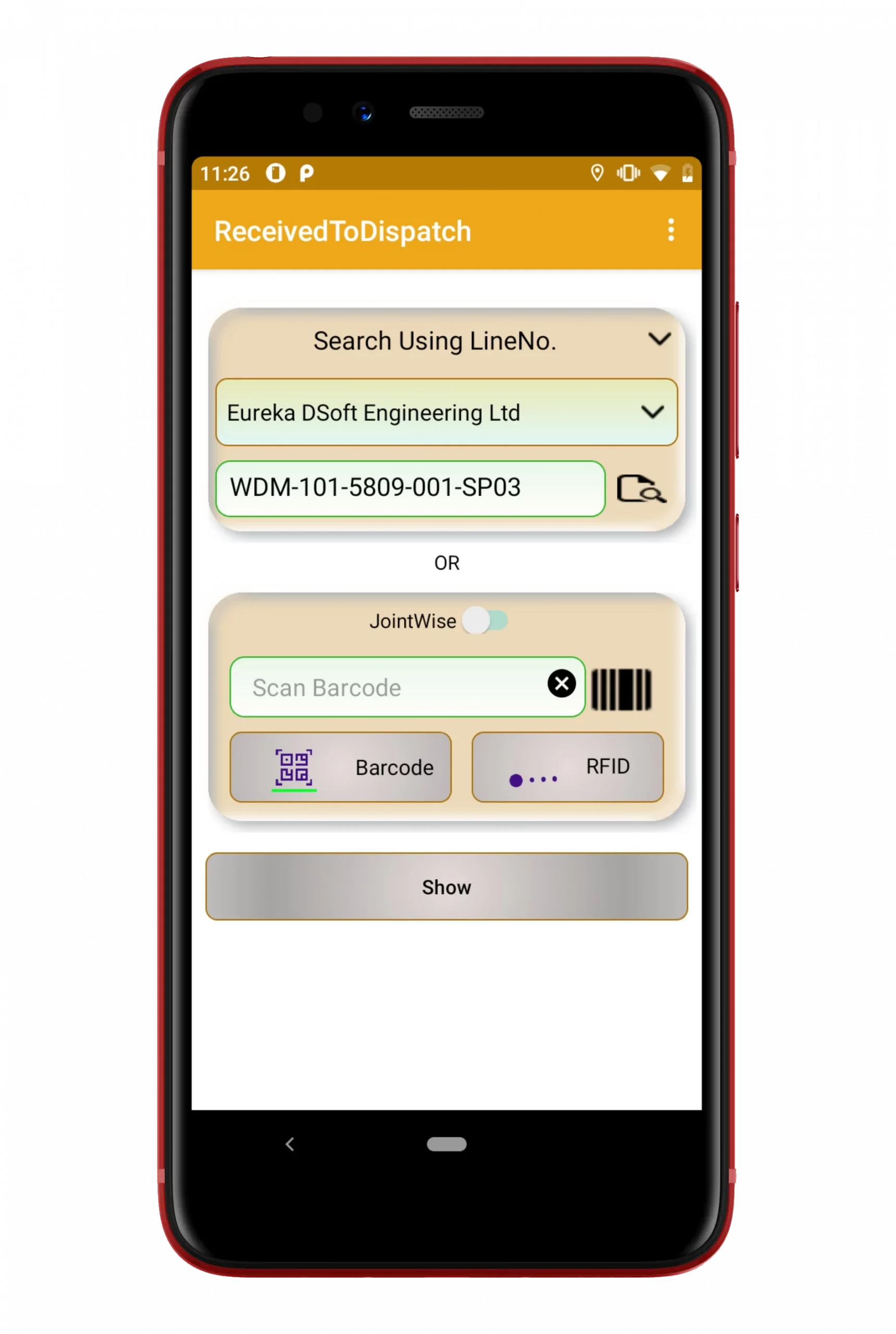
Report is created in this phase for spools which are available for dispatch
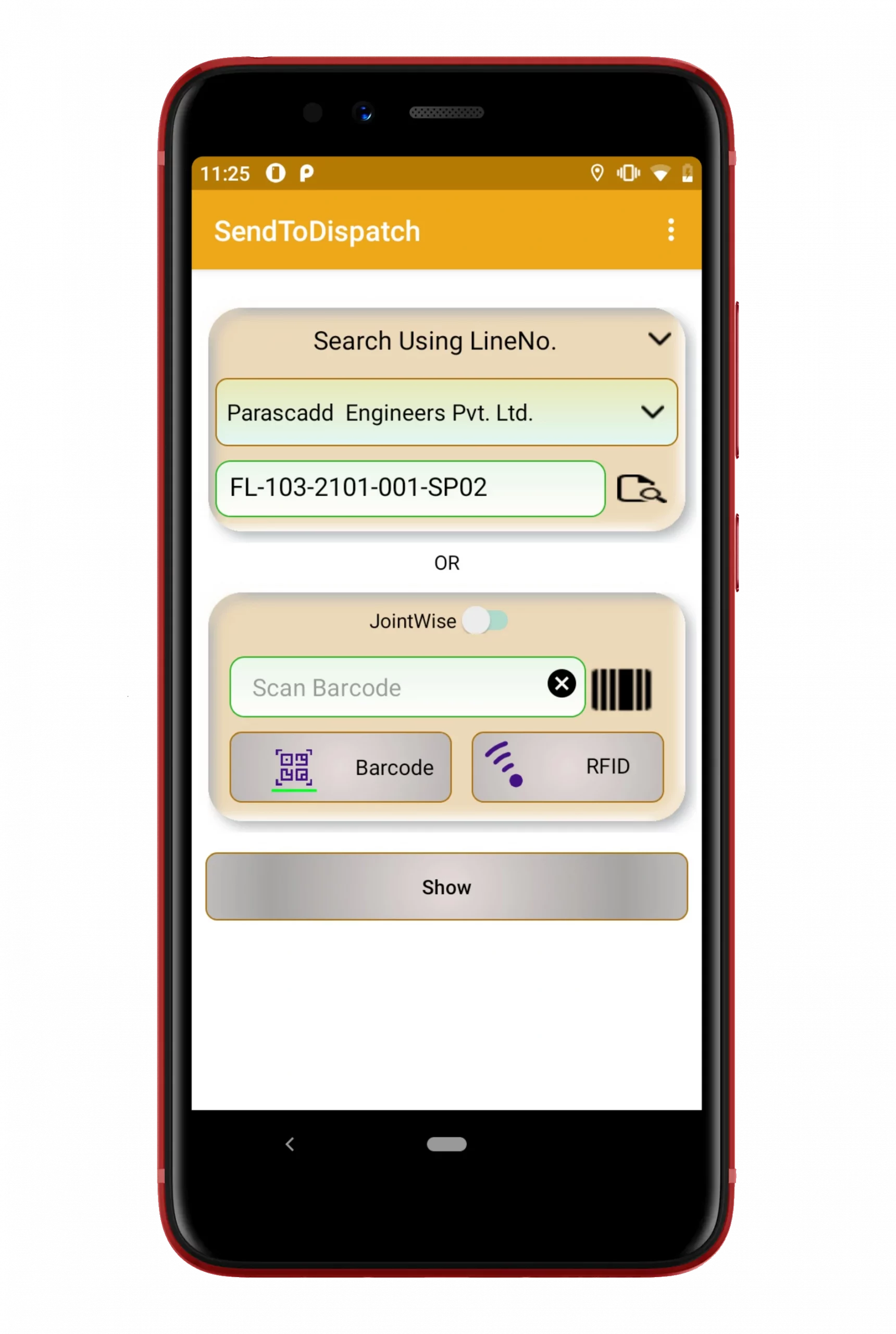
Spools are which checked for the quality and a status is assigned whether the spools are cleared for further stage.
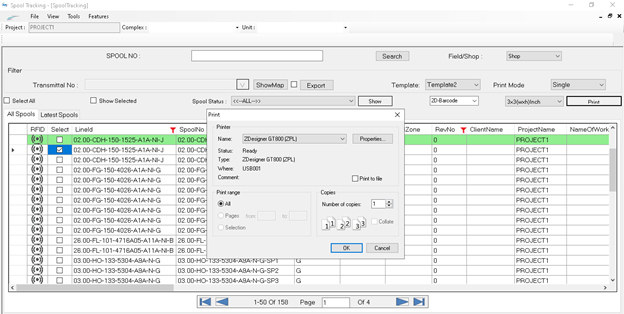
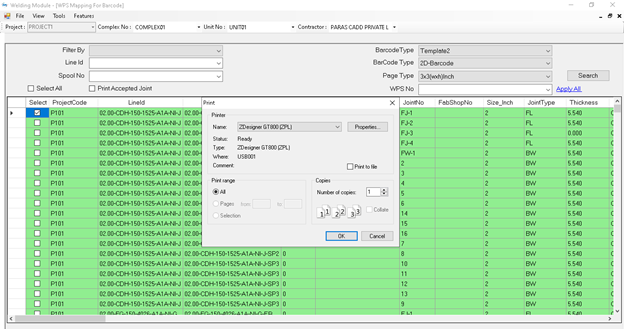
For printing barcode this feature is used in MYAPP for barcode printing. We select a record & click on print icon after which we have to select the barcode Type & page type & later select the printer name & click button for Printing the barcode of the selected record.


Automatic Piping Spooling Software
Real-Time Project Tracking & BI-Driven Dashboards for Smarter Decisions
APEXMIS is a management-level solution designed to streamline project tracking, monitoring, and reporting.
It serves as a centralized platform where stakeholders and leadership can monitor project performance across various phases.
With Power BI-driven analytics, PRODASH delivers faster performance, richer visuals, and deeper insights—enabling informed, confident decision-making.
PROCHAL is a project risk management tool that identifies, evaluates, and tracks risks with mitigation plans and scoring. PROSAFE manages Health, Safety, and Environment (HSE) performance, maintaining audit, incident, and compliance records, all summarized through reports and dashboards.
PROCHAL enables end-to-end risk management—registration, categorization, impact assessment, scoring, and mitigation planning with detailed reporting.
PROSAFE ensures HSE monitoring with registers for incidents, audits, permits, and toolbox meetings, all integrated into performance dashboards.
FLS5 is a detailed project planning tool that enables function-wise scheduling, progress tracking, milestone alerts, and seamless integration with tools like Primavera, MS Project, and SAP.
The FLS5 Software provides detailed project scheduling and micro-level tracking for each function, enabling project teams to plan, monitor, and control every aspect of project execution. It includes features to manage pre-execution feasibility stages, execution tracking, milestone alerts, vendor and contractor performance evaluations, customized reports, interactive dashboards, and integration with other project management tools.
A complete cost management solution for your business. Manage cashflows, estimate the project budget and monitor the expenditures incurred on various project activities.
A complete cost management solution for your business. Manage cashflows, estimate the project budget and monitor the expenditures incurred on various project activities.
Intelligent software for creating, revising, and documenting piping layouts in EPC projects.
ISOMEC is a specification-driven piping isometric drawing software tailored for Engineering, Procurement, and Construction (EPC) projects. It streamlines the drafting, revision, and documentation of piping layouts, delivering professional, construction-ready isometric drawings.
It simulates a 3D piping layout on a 2D isometric plane, simplifying even complex routings. Whether for straight runs or rolled offsets, ISOMEC ensures accurate, standards-compliant drawings that meet project demands with speed and precision.
Enables users to build and maintain catalogs, manage specifications, and define material classes before drafting. It uses predefined rules and branch tables to automatically select the correct components such as tees, reducers, and valves.
Eliminates manual effort by automatically inserting bolts, gaskets, and choosing fittings during placement, ensuring visual and BOM accuracy.
Allows the creation of custom graphical symbols and the addition of non-standard components directly into the drawings.
Automatically tracks and cloud-marks changes, updates BOMs accordingly, and reduces the risk of rework or missed modifications.
Generates .ipmf files that integrate seamlessly with AUTOSPOOL. Delivers .dwg and .pdf outputs complete with weld types, inch diameter callouts, BOM, and pipe cut lengths.
Supports concurrent access by multiple piping engineers, significantly boosting productivity during large-scale project execution.
Includes a dedicated catalog for fire protection piping, with components like twin elbows, tapped tees, and Y-pieces to streamline routing.
Offers detailed, line-wise and overall BOM reports that can be exported to Excel, aiding procurement, planning, and inventory management.
An integrated, end-to-end solution for seamless procurement workflows, material tracking, and warehouse control across projects and organizations.
PROMA is a comprehensive software solution designed for integrated procurement, material, and warehouse management across both project and organizational levels.
It offers an end-to-end flow from Material Take-Off (MTO) analysis to Purchase Order release, ensuring traceable and efficient execution of procurement activities.
With features like visual MTO stage tracking, vendor portal integration, automated workflows, approval checkpoints, and detailed reporting,
PROMA streamlines communication and enhances transparency across departments. Its modular design enables adaptability for both standard and direct purchase workflows,
supports vendor engagement, and simplifies complex evaluations, making it a robust system for project-driven procurement environments.
Look-Ahead Planning and Material Tracking for EPC Projects
MATCONTRK is a specialized module within the EPCPROMAN suite, developed by PARASCADD, specifically designed to streamline material control and facilitate proactive look-ahead planning for Engineering, Procurement, and Construction (EPC) projects.
This feature allows tracking and management of materials in transit, offering visibility into quantity, location, and expected arrival.
Maintains logs of shipment releases from vendors, helping verify if the material has been dispatched as per the PO and track delivery performance.
Records the date promised by vendors for delivery and flags any delays against these commitments.
Tracks revised, forecasted delivery dates to reflect real-time vendor updates or logistic changes.
Collects critical parameters required to initiate the look-ahead analysis, including MTO category (e.g., preliminary or top-up), line-wise and store-wise material priority.
At the heart of MATCONTRK lies its powerful Look-Ahead Planning capability. This feature provides visibility into material readiness by analyzing a combination of key inputs: Material Take-Offs (MTOs), Purchase Orders (POs), Commitment Due Dates (CDDs), Forecasted Delivery Dates (FDDs), Estimated Time of Arrival (ETAs), items currently in transit, and material receipt confirmations such as DRRs and MRRs.
The system supports look-ahead planning against multiple MTO stages, including Preliminary, Intermediate, Final, and Top-Up MTOs. It also offers the capability to track material consignments using a combination of key delivery milestones such as SRN, FDD, CDD, and transit dates.
MATCONTRK allows planners to conduct material availability analysis on a daily, weekly, monthly, or quarterly basis. This timeline-based approach ensures that project teams can forecast short-term needs while also aligning with long-term material procurement strategies.
Produces configurable, exportable reports that provide insight into material readiness, potential shortfalls, and delivery status, supporting construction planning and procurement escalation.
One of the key strengths of MATCONTRK is its ability to produce actionable insights through its look-ahead analysis. It categorizes line readiness into classifications such as Completely Possible, Partially Possible, Not Possible, depending on the availability of required materials.
The system also generates Material Constraint Lists, which help pinpoint specific items or assemblies that are likely to delay progress. These insights serve as valuable decision-making tools for both the planning and procurement teams.
MATCONTRK enhances project predictability, strengthens cross-functional coordination, and supports efficient execution of construction work fronts.
Warehouse Accounting Management Software for Efficient Material Control
WHAM (Warehouse Accounting Management) is a comprehensive warehouse and inventory management software designed for EPC and construction industries. It streamlines material control, approval workflows, vendor management, inventory tracking, and reporting. With modules for barcode generation, inspection, and multi-level store handling, WHAM ensures transparency, traceability, and efficiency in warehouse operations.
Asset Tracking & Monitoring Software for Fabricated and Manufactured Items
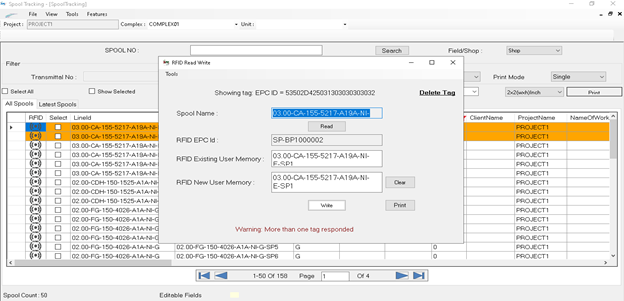
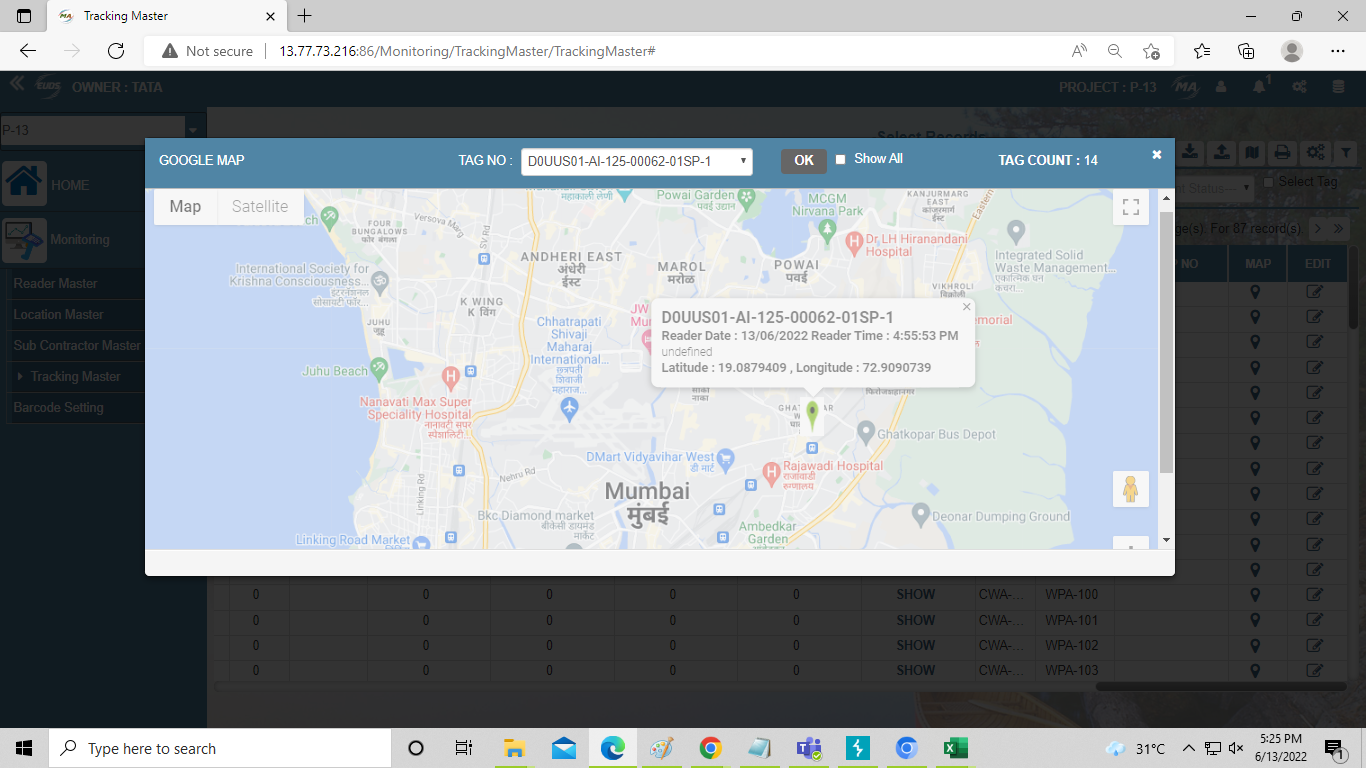
TRACK-N-TRACING is a comprehensive software solution used for tracking and monitoring all fabricated and manufactured assets across various disciplines in construction projects. The system utilizes barcodes and RFID technologies to automate the identification and progress monitoring of assets such as pipe spools, structural assemblies, equipment tags, instrument tags, skids, and more—including office IT and non-IT assets.
Comprehensive tracking and control of spool fabrication, inspection, and installation workflows
The Spool Management System provides an end-to-end solution for managing the lifecycle of piping spools—from engineering inputs to fabrication, inspection, storage, dispatch, and erection. It ensures complete traceability, quality control, and real-time tracking of spool activities across projects.
Web-based drafting tool for 2D, 3D, and detailed engineering drawings across EPC domains
DCAD is a browser-based Engineering Designing and Drafting Software that enables users to create engineering drawings for EPC projects and general purposes. It supports a range of drawing types and is equipped with tools for both 2D drafting and 3D modeling. Designed for ease of access and collaboration, DCAD allows users to design and draft directly through a web browser.
A complete solution for spool-level material analysis across engineering, procurement, and construction stages.
EFA-MFA offers an integrated approach for Engineering and Material Front Analysis, essential for piping fabrication and erection. It streamlines approval processes, supports spool-level readiness analysis, and enables efficient material planning, contractor assignment, and job card creation, ensuring project workflows stay on track.
Fabrication and Erection Progress Monitoring & Reporting Software for Mechanical Equipment and Components, along with Electrical & Instrumentation Material and Construction Management.
EQUIPMAN plays a vital role in the successful execution of construction projects, particularly in industries like oil and gas, power plants, industrial plants, and infrastructure development, where large-scale equipment must be fabricated, delivered, and installed. Proper monitoring ensures that equipment fabrication and erection activities stay on track, meet quality standards, and adhere to schedules.
This module provides complete control and visibility over the manufacturing and construction lifecycle of mechanical equipment and components, covering all critical phases from fabrication to erection and commissioning. It supports enhanced coordination, progress tracking, inventory control, and decision-making.
EQUIPMAN is designed to track and manage the entire lifecycle of mechanical equipment and components during a project—from fabrication shop progress to erection site activities—with inventory control, mobile-enabled updates, and real-time dashboards for accurate and actionable insights.
ENIMAN is the software solution for material and construction management of Electrical & Instrumentation (E&I) disciplines in construction projects.
Efficient management of construction contracts, progress tracking, and resource planning for large-scale EPC projects.
Construction projects are executed through various contracts for ease of execution and control. The overall construction schedule of the project can be effectively monitored and controlled using the schedules of all individual construction contracts within the project.
Advanced Construction Management Software for End-to-End Tracking of Civil, Structural Material Control, Fabrication, and Erection Activities on Site
CIVILMAN is an advanced construction management software built specifically for tracking and managing civil-related activities at construction sites. It empowers project teams to streamline planning, monitor progress, maintain quality, control inventory, and generate progress documentation across all key civil works.
STRUCTMAN Software solution is used for managing Structural Material, Structural Fabrication activities at shop, and Structural Erection activities at construction sites.
Comprehensive Office Tools for Productivity, Collaboration, and Task Management
Comprehensive software for managing system completions, clearance certifications, and commissioning workflows
PCAM is a specialized software solution designed to manage Pre-Commissioning and Commissioning activities for achieving System Completion and smooth project handover. It supports system/subsystem definitions, activity tracking, ITRs, clearance certifications, and punch point management to ensure project readiness.
Rule-based item code generation software for standardized and logical material classification
ICGP is a specialized platform for generating standardized and meaningful item codes using rule-based logic and technical parameters. It enables organizations to achieve consistency, accuracy, and uniformity in item classification across all disciplines and departments.
Efficiently Receive, Approve, Comment, Store, Transmit, Retrieve & Track Documents
PRODOCS is an Electronic Document Management System used to Receive, Approve, Comment, Store, Transmit, Retrieve, and Track all types of project and non-project documents efficiently. It ensures secure, efficient, and compliant document handling throughout the project lifecycle.
Tailored for Mega EPC Projects to enhance planning, tracking, and forecasting efficiency
PROPLAN is a comprehensive Project Planning, Networking, and Scheduling Software tailored specifically for Mega EPC Projects. It enables efficient creation, monitoring, and management of project plans, enhancing productivity through detailed tracking and accurate forecasting.
Comprehensive management of piping materials, construction activities, and real-time progress monitoring
The software is designed to manage all aspects of material and construction progress tracking for pipeline projects, including metallic and non-metallic piping materials. It enables efficient tracking of project materials, construction activities, and progress monitoring at various levels.
Plan, Track, and Visualize your entire construction workflow with 3D model-based work packaging and real-time progress insights.
The software provides an integrated solution for creating and managing construction work packages using engineered 3D models (*.nwd). It enables seamless sequencing, resource estimation, and progress tracking for various disciplines involved in a construction project.
Buy More, Save More
| Users | User per Month, Paid Yearly (SaaS) | User per Month, Paid Monthly (SaaS) |
|---|---|---|
| 1 | $5 | $6 |
| 10 | $4 | $5 |
| 25 | $3 | $4 |
| 100 | $2 | $3 |
| Any | $3 | $4 |
Buy more, Save more
Save up to 55%. See buy options below.
How many people is this for?
How often do you want to be billed?
